keyvan-52265226
New Member
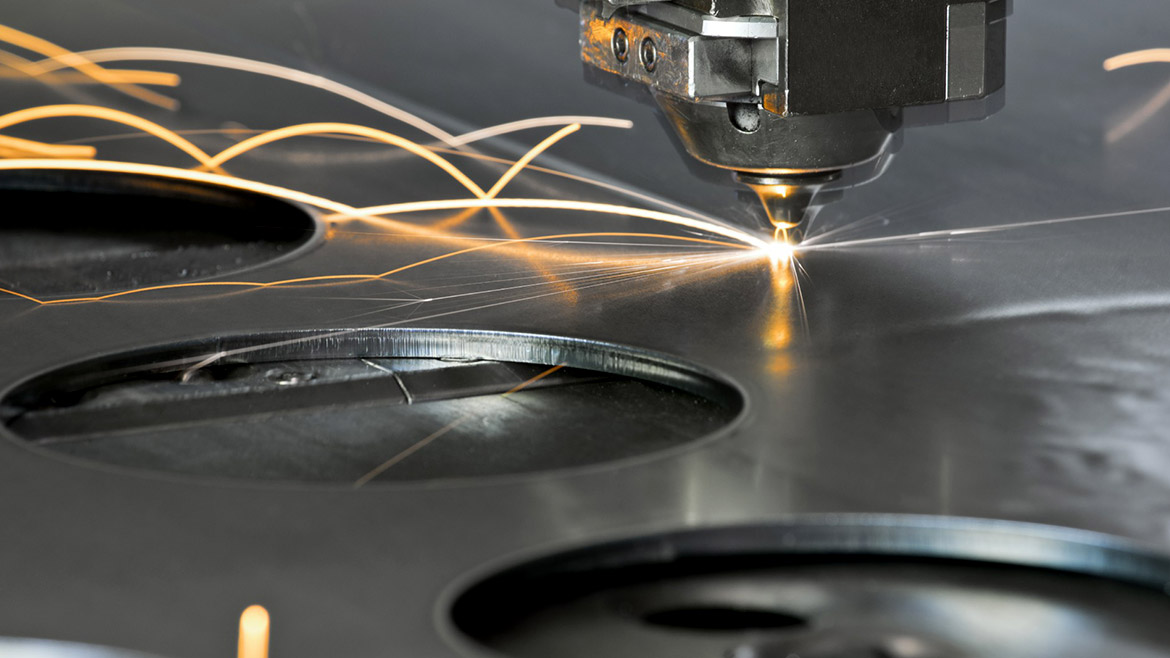
برش ورق گالوانیزه به وسیله دستگاه برش لیزر فایبر قابل انجام است. دستگاه برش لیزر میتواند انواع ورقهای فلزی را با ضخامت های مختلف برش بزند. برش لیزر گالوانیزه، به دلیل وجود فلز روی، در ترکیب این ورقها، مورد خاصی از برش فلزی است و از آنجایی که این ورقها در صنایع بسیاری کاربرد دارند، باید با دقت زیاد برش داده شوند. حداکثر ضخامت ورقهای گالوانیزه که برش لیزر بروی آنها به خوبی جواب میدهد، در حدود ۴ تا ۶ میلیمتر است.
برش لیزر گالوانیزه به دلیل پوشش توسط روی که فلزی غیر از آهن میباشد چالشی را به وجود میآورد که ما در مجموعه شیت لیزر به کمک دستگاههای برش لیزر بیسترونیک(Bystronic) سوئیس و اپراتورهای حرفهای توانایی و تجربه لازم برای برش ورق گالوانیزه را داریم و به راحتی قطعات مورد نیاز شما را بر روی متریال گالوانیزه تولید میکنیم.
نکات مهم برش لیزر گالوانیزه
زاویه کونیک: به معنای تغییر قطر سوراخ در ضخامت برش است.
تولید پلیسه: قطعا هر چه پلیسه تولید شده بعد از برش کمتر باشد کیفیت نهایی بهتر بوده و نیاز به فرآیند ماشینکاری ثانویه کمتر میشود.
کرف(Kerf): کرف در واقع کوچکترین شعاع قابل برش را مشخص میکند که وابسته به ضخامت ورق میباشد و بهتر است در طراحی لحاظ گردد. به عنوان مثال گوشههای بسیار تیز باید r ای حداقل معادل با کرف داشته باشد. همچنین حداقل سوراخهای قابل ایجاد در ورقهای فلزی وابسته با ضخامت ورق است. بدیهی است که هر چه کرف دستگاه کمتر باشد قابلیت برش کانتورهای پیچیدهتر و دندههای ریز ضخیم، بیشتر می شود.
سرعت برش: بستگی زیادی به قابلیتهای دستگاه و توان اشعه لیزر دارد. هرچه توان دستگاه بالاتر باشد امکان بالاتر بردن سرعت برش را فراهم میآورد.
صافی سطح: یکی از مهمترین پارامترها در برش صافی سطح و عدم اکسید شدن میباشد که با تلفیق تکنولوژیهای مختلف و تنظیم صحیح و با دقت پارامترهای کنترلی همچون نوع گاز، فشار گاز، سرعت برش و تنظیم توان اشعه لیزر ایجاد میشود.
برش ورقه ی گالوانیزه
برای کار روی ورقه های گالوانیزه، به افزودن گاز کمکی نیاز است. خلوص و فشار گاز الحاقی تاثیر مستقیم بر کیفیت برش دارد. خلوص گاز اکسیژن مورد استفاده در برش باید بالای % ۹۹.۶ باشد. هرچه خلوص اکسیژن مصرفی بالاتر باشد، کیفیت برش بهتر و لبه های برش خورده ورقه مطلوب تر است. و البته هرچه قدرت و کیفیت برش بالاتر برود، هزینه ها هم قاعدتاً بالاتر می روند. خلوص گاز نیتروژن الحاقی حین برش باید بیش از ۹۹.۵% باشد. بالا بودن خلوص نیتروژن الحاقی، ضامن عدم تغییر رنگ لبه های ورقه در فرآیند برش می باشد.
منبع: برش رول به رول فلزات - فارکو









